|
| Place of Origin: | Shannxi Baoji |
| Brand Name: | ORXT |
| Certification: | ISO9001-2008 |
| Model Number: | Titanium ring |
| Minimum Order Quantity: | 5pcs |
|---|---|
| Price: | 15-30USD /pc |
| Packaging Details: | Wooden packing |
| Delivery Time: | 3-30DAYS |
| Payment Terms: | L/C, T/T, Western Union |
| Supply Ability: | 30T PER MONTH |
| Material: | TA1(GR1),TA2(GR2),TA3(GR3),TA7(GR6),TA9(GR7),TA10(GR12),TA18(GR9)、 TC4(GR 5)、TC4EL(GR23 ) | Standards: | GB/T 16598,ASME SB381 |
|---|---|---|---|
| Application: | Petroleum Equipment, Chemical Equipment, Sports Equipment, Automobile Manufacturing, Medical Equipment, Tools | Shape: | Ring |
| Status: | M | Pressure Level: | PN2.5;PN6;PN10;PN16;PN25;PN40;PN63;PN100;PN160;PN250;PN320;PN400 |
| Product Name | Titanium Butt welding flanges |
| Material | Grade:TA1(GR1),TA2(GR2),TA3(GR3),TA7(GR6),TA9(GR7),TA10(GR12),TA18(GR9), TC4(GR 5),TC4EL(GR23 ) |
| Color | Metal Color |
| Titanium ingot | Made by 100% titanium sponge |
| Process | Titanium sponge-Titanium ingot- forging, casting, cutting and rolling |
| Test | U/T 100%, Surface check 100% |
| Size | Number of bolt holes: 4-48 Thread pattern :M10-M27 Flange outer diameter :75mm-2190mm |
| Material advantages | Low density; high specific strength; acid, alkali, salt, seawater corrosion; superior mechanical properties |
| Used |
Used in petroleum equipment, chemical equipment, sports equipment, automobile manufacturing, medical equipment, tools |
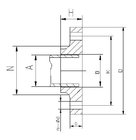
Butt welding flange refers to the flange with neck and round pipe transition and butt welding connection with the pipe. Butt-welded flanges are suitable for pipelines with large fluctuations in pressure or temperature, or high-temperature, high-pressure, and low-temperature pipelines. They are also used to transport expensive, flammable and explosive media. Butt-welded flanges are not easy to deform, have good sealing, and are widely used. The nominal pressure PN is about 16MPa. Flat Welded Flange A flange connected to a device or pipe through a fillet weld. Single-sided welding, double-sided nut connection. Beautiful appearance, smooth surface, acid and alkali resistance, anti-corrosion, strong texture performance.
![]()
![]()
2. Material
| Reference standard for chemical composition | |||||||||
| Grade | Al | V | N≤ | C≤ | H≤ | Fe≤ | O≤ | Other elements (single) | Other elements (sum) |
| TA1 | 0.03 | 0.08 | 0.015 | 0.20 | 0.18 | 0.1 | 0.40 | ||
| TA2 | 0.03 | 0.08 | 0.015 | 0.30 | 0.25 | 0.1 | 0.40 | ||
| TC4 | 5.5-6.75 | 3.5-4.5 | 0.05 | 0.08 | 0.015 | 0.30 | 0.20 | 0.1 | 0.40 |
3.Standard value
| Reference standard for mechanical properties | ||||
| Grade | The mechanical properties at room temperature are not less than | |||
| Tensile strength | Yield strength | Elongation | Section shrinkage rate | |
| TA1 | 170 MPa | 240 MPa | 25% | 30% |
| TA2 | 275 MPa | 345 MPa | 20% | 30% |
| TC4 | 825 MPa | 895 MPa | 10% | 20% |
4.skills requirement
1. the level of butt welding flange and its technical requirements shall meet the corresponding requirements of JB4726-4728. 1. Carbon steel and austenitic stainless steel forgings with a nominal pressure PN of 0.25MP-1.0MPa are allowed to use Grade I forgings.
2. Except for the following requirements, forgings with nominal pressure PN of 1.6MPa-6.3MPa shall meet the requirements of Grade Ⅱ or above grade forgings.
3. Those who meet one of the following conditions shall meet the requirements of III and forgings: (1) forgings for flanges with nominal pressure PN ≥ 10.0MPa; (2) chrome-molybdenum steel forgings with PN> 4.0MPa; Ferritic steel forgings with pressure PN> 1.6MPa and working temperature ≤-20 degrees Celsius.
Second, butt welding flanges are generally made by forging or forging. When using steel plates or sections, the following requirements must be met:
5.Processing technology
1. Butt-welded flanges should be ultrasonically inspected without layering defects;
2. It should be cut into strips along the rolling direction of the steel, bent and welded into a ring, and the surface of the steel should form a circular cylindrical surface. It is not allowed to machine the steel plate directly into a butt-welded flange with a neck;
3. The butt welds of the ring shall be full penetration welds;
4. The butt welds of the ring shall be heat treated after welding and 100% ray or ultrasonic inspection shall be performed, and the ray inspection shall meet the Class II requirements of JB4730, and the ultrasonic inspection shall meet the Class I requirements of JB4730.
5.the outer slope of the neck of the butt welding flange should not be greater than 70 °. Butt welding flanges strictly control technical parameters during production and welding to ensure that they can fully play their role and value in production and use.
6.Contact us
Kelly Gao
Baoji Ouruixuan Titanium Industry Co.,Ltd
Tel: 86-18392759938
E-mail: 18392759938@163.com
Web:www.bjorxti.com
Wechat/Whatsapp:18392759938
QQ:3130592512
Contact Person: Kelly
Tel: +86-18392759938
Fax: 86-183-9275-9938